Efficient Liquid Separation Technology
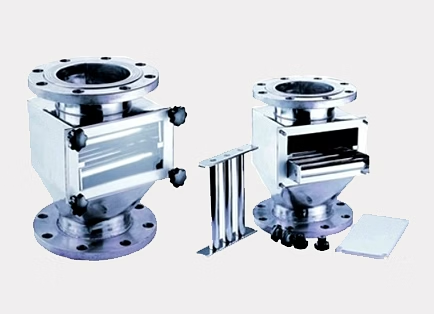
The Tubular Centrifuge (Tubular Bowl Centrifuge) is a high-speed industrial machine designed to separate two immiscible liquids or a liquid from fine solid particles. Using centrifugal force, the unit achieves precise separation in continuous operations, making it ideal for high-throughput processing lines.
High-Speed Performance & Model Range
Two models are available: ST 16 and ST 26. The ST 26 operates at a maximum speed of 15,600 RPM with a bowl capacity of 9 liters, while the ST 16 reaches 13,200 RPM and handles up to 6 liters. Both models feature a blow speed of 15,000 RPM and are equipped with waste collection capacity up to 5.25 liters.
Design & Operational Benefits
Compact and easy to install, these centrifuges are engineered for space-limited facilities. The tubular bowl design enhances separation efficiency by maximizing the settling distance in high-density mixtures. It is widely used in biotech, pharma, chemical, and wastewater industries.
Applications Across Industries
These machines are ideal for oil-water separation, cell harvesting, protein extraction, clarification of fermentation broths, and wastewater sludge removal. They ensure continuous, uninterrupted operation with minimal manual intervention.
Export Suitability & Build Quality
Constructed for industrial-grade use, all models meet international standards for mechanical strength and durability. Export-ready units are packaged with safety manuals, calibration certifications, and optional accessories.
Description provided by equip technocart ( equipment solutions).